一般的にセグメントの寸法は0.5mm~2.5mmですが、特注寸法も可能です。また同心円状に配置されたフェーズドアレイもあります。 これは円形の振動子を同心円状に切断するとドーナツ型の輪状振動子に分割されています。
フェーズドアレイ原理
フェーズドアレイ探触子とは何でしょう?
フェーズドアレイとはもとは大きな単一振動子です。その大きな振動子を切断して、小さなセグメント(細片)に分割します。


探触子を小さな振動子に分割するのはなぜか?
寸法の大きな探触子では、ビームの指向角が小さいために可視範囲が限定されてしまいます。小さな振動子ではビームの指向角が大きくなり、このためダイナミックフォーカス(可変深さ探傷)とビーム走査というフェーズドアレイ独特の走査が可能になります。

小さな振動子のもう一つの特性はエネルギーの伝達効率です。小さな振動子は振動するのに使うエネルギーが小さく、また自身の質量も小さいので振動するためのエネルギーが小さくなり、レシーバーとしても効率が良くなります。ビームの指向角も周波数が高いときよりも低いときの方が広がりがよくなります。一般に産業用途向けでは1mm-2.5MHz、0.5mm-5MHzがよく利用されます。
ビーム走査
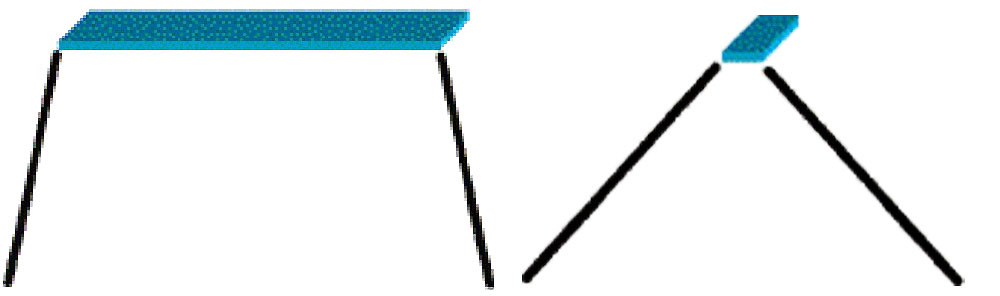
フェーズドアレイの用途の中でも重要なのは超音波ビームを動的に合成して見かけの探触子を作る機能です。その見かけの探触子は個々の振動子のビームが集まった全体の広がりの中のどんな角度にでも合成することができます。
フェーズドアレイでは、各振動子を順番に振動してある角度のビームを作ります。角度の選択と設定はパソコンを利用して自動計算されます。そして繰り返しごとに異なった設定をすることも可能です。この効果を利用して被検材中をさまざまな角度で探傷することが可能となります。
ダイナミックフォーカス
フェーズドアレイの振動する順番とパルスディレイ(振動遅延時間)を設定することにより超音波ビームの焦点を動的に合わせます。これはビーム走査のところで示したのと同じ効果を使って可能となります。そしてこれもまた繰り返しごとに異なった設定ができます。同じく被検材中を動的にフォーカスを絞りながら走査が可能です。
ビーム走査とダイナミックフォーカスを合成して、斜角で焦点型のビームを作ることも可能です。(管材検査等に応用)
直線走査
直線走査では、隣接した振動子のグループを連続的に振動して走査の効率を上げる方法です。同時励振する振動子の数及び連続して行われる励振にインデックスをつけ振動子の数を選択することにより、見せ掛けの探触子の幅と走査のピッチを制御可能です。右図では1個の振動子にインデックスがついて2個の振動子が同時励振しています。この技術によって、ビーム走査とダイナミックフォーカスを結合して走査するという方法を利用して、斜角で焦点型のビームを作り出すことができます。
フェーズドアレイの発生と評価
ビーム走査とダイナミックフォーカスのところで述べたように、個々の振動子の振動する順序とディレイを設定することにより、任意のビームを発生させることが可能です。
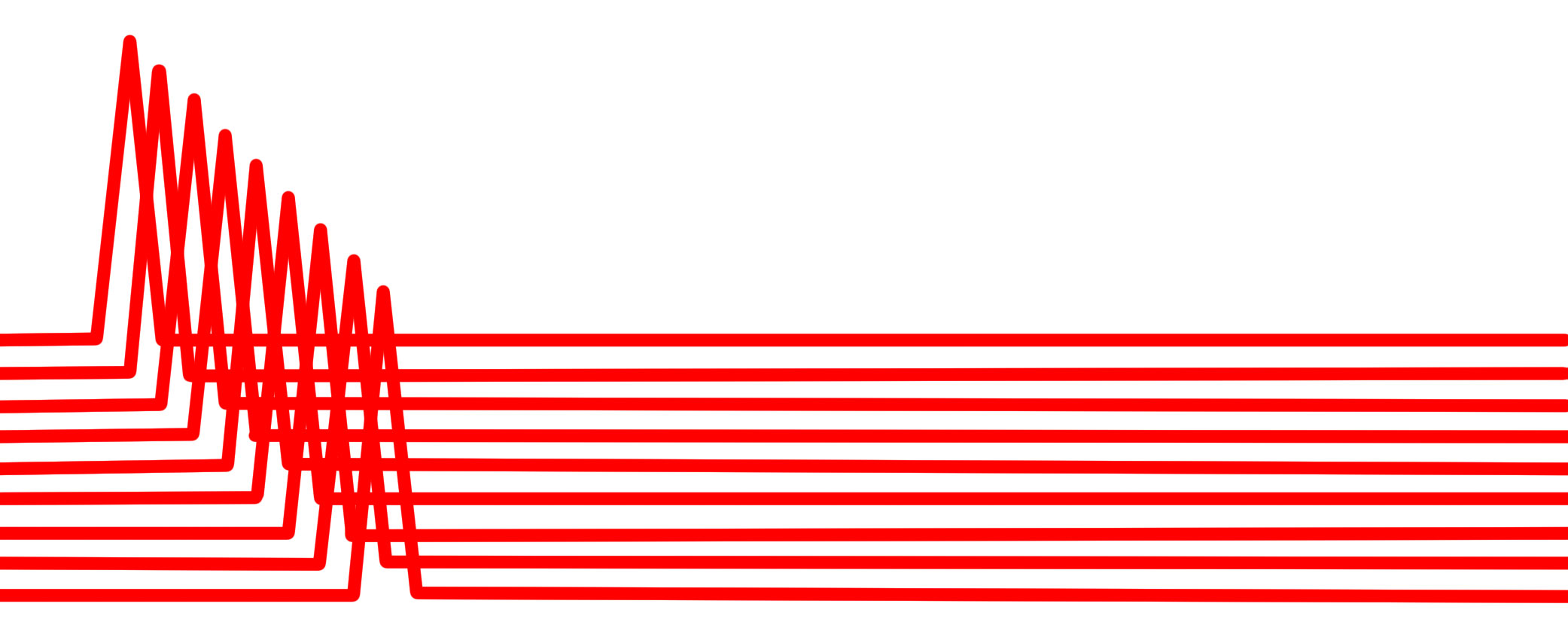
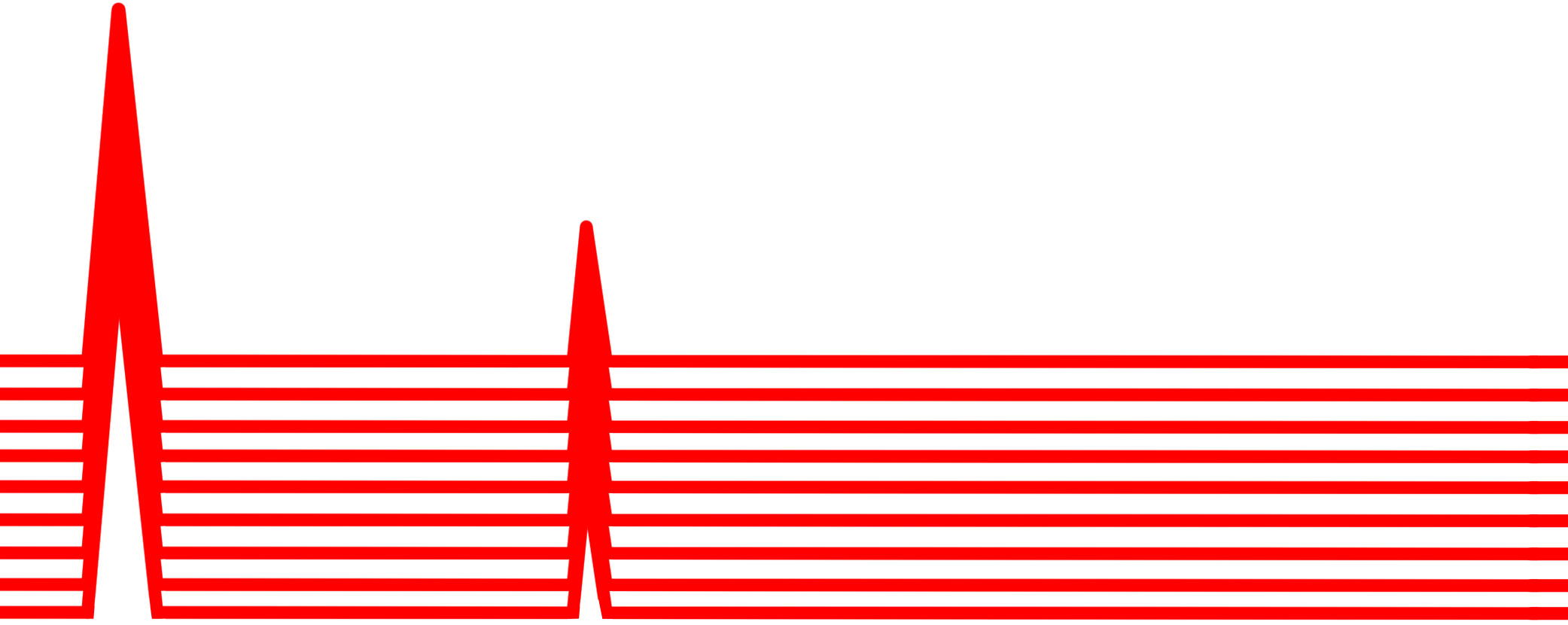
しかしながらその場合受信信号はどうなるのでしょうか。どのようにして1個の超音波信号として評価すればよいのでしょうか。下図は単純な走査のビームの励振の同じようなパターンです。ただし個々のフェーズドアレイ振動子から同じ相関距離で発生しているシミュレーションによる信号が含まれています。
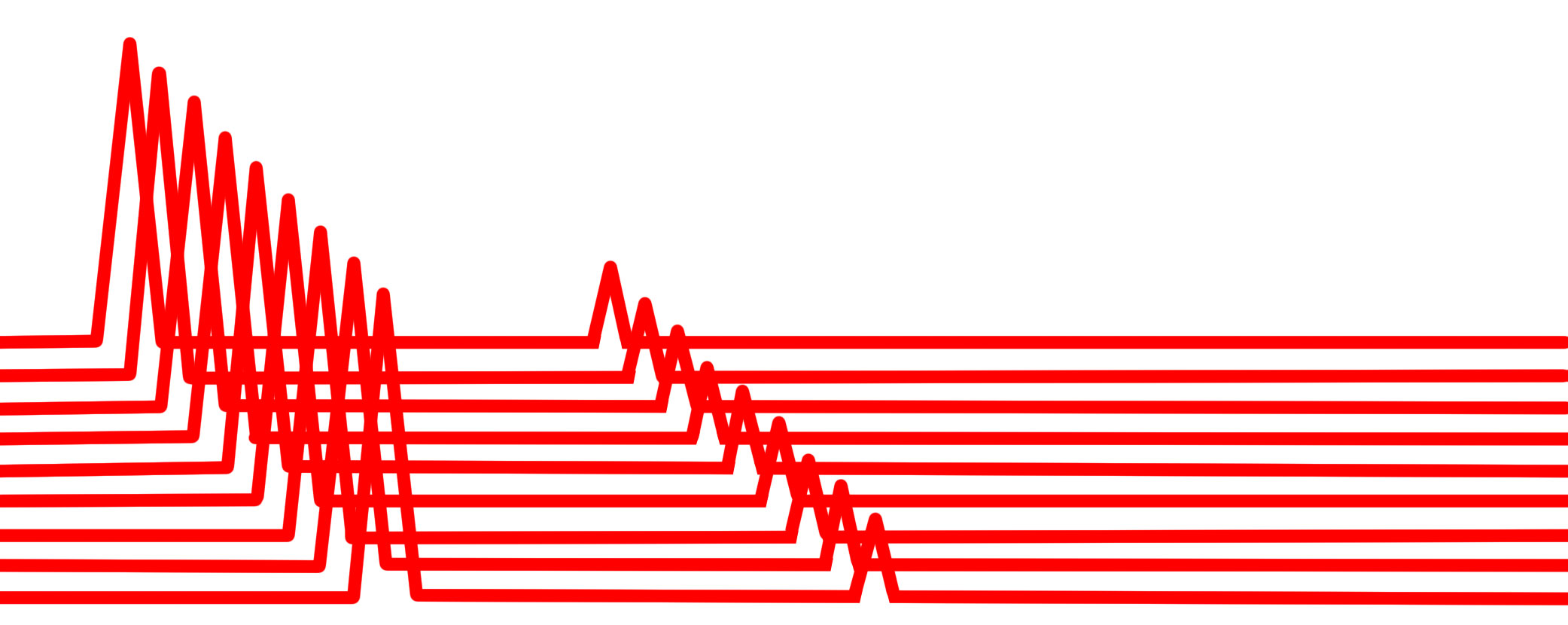
注)上図のように単純時間軸上ではすべての信号が整合されておらず、これでは評価は困難である。
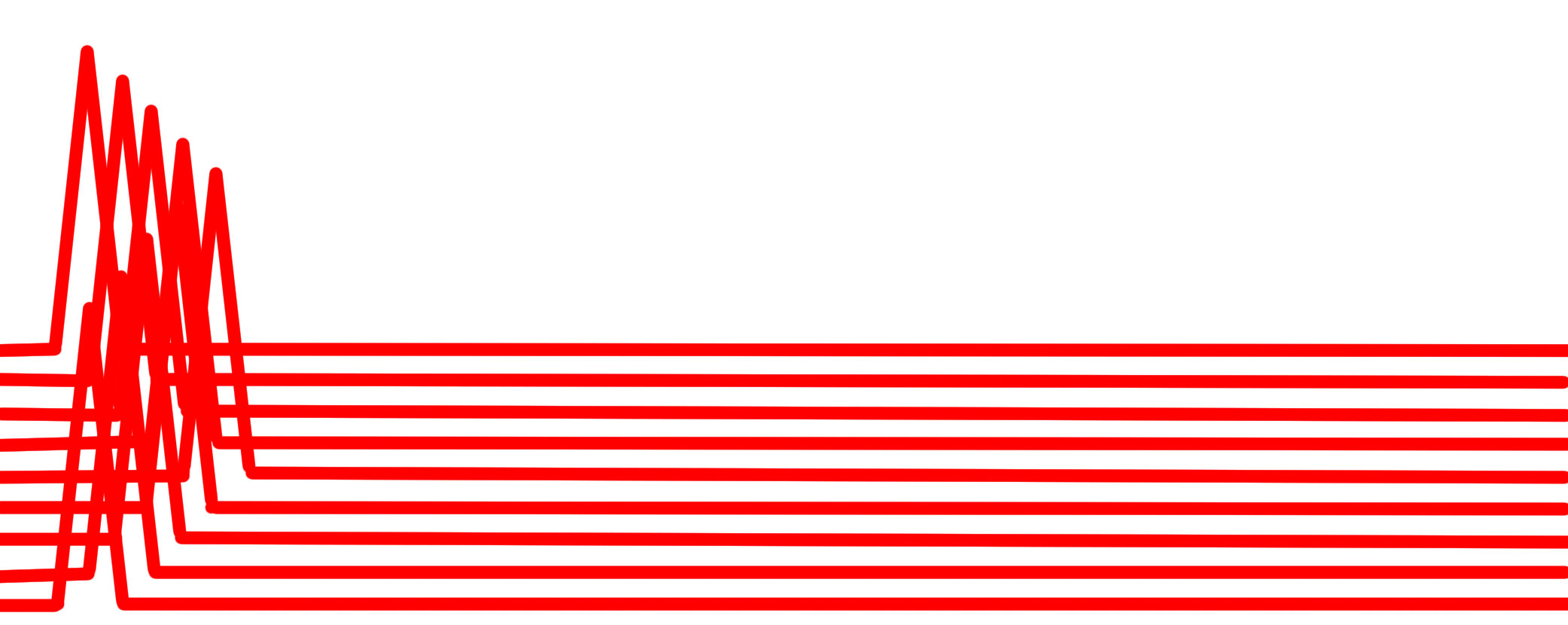
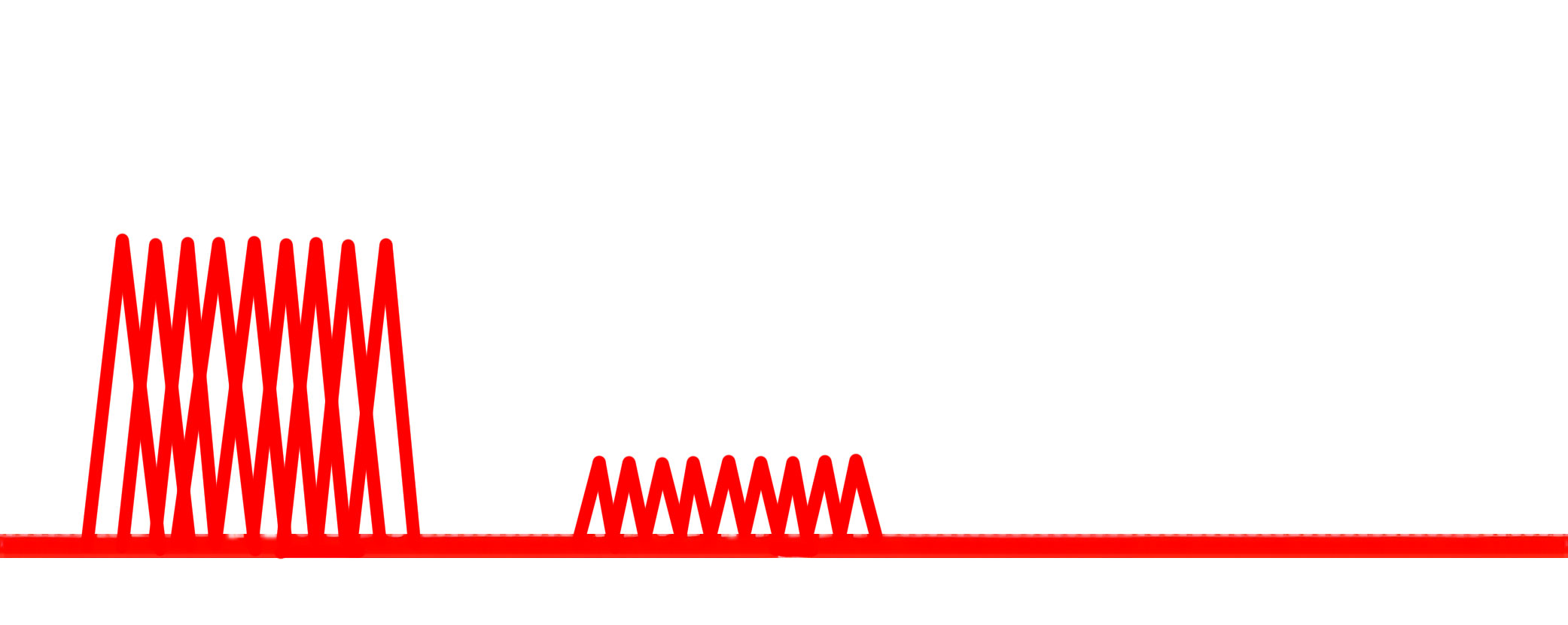
この問題はふたつの位相により解決することができます。はじめに、エコーデータを各振動子から受信しデジタル化して、位相・オフセットが取り除かれるようにすべてのエコーデータを変換するとエコーはそれぞれ標準時間軸上での相関関係が現れます。
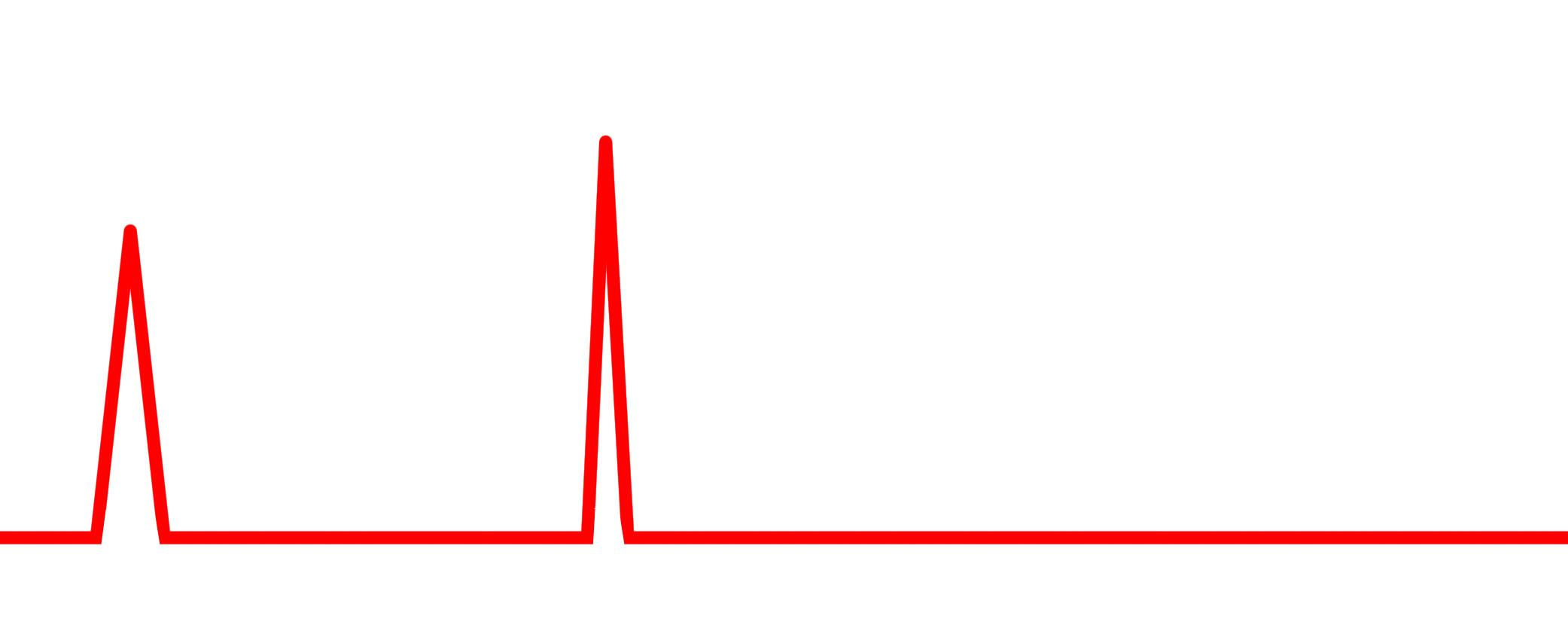
次に、各振動子から検出される信号が増幅されて信号の相関寸法の幅が画像で得られるようになります。そして、整合されたすべてのエコー高さをデジタル加算します。これが一般的な単一振動子の探触子と同じように受信され、信号として評価用探傷器に送られ、通常の測定と同様に評価できます。
管材探傷
この装置はERW(電縫管)の溶接部探傷などに使用されます。装置はラインで管の溶接部を走査します。管材が溶接機のヘッド位置にあるときと検査位置にある時では溶接部の周方向に位置がずれますが、この際位置がずれた時の変化にも対応できる走査が要求されます。フェーズドアレイ技術を用いると、この追従走査が可能になります。
フェーズドアレイ装置では探触子を交換することなく、径と肉厚寸法の違う管材に適応する自動設定が可能です。装置自体が溶接部の位置のずれに対応可能なので管材の温度が安定する製造ライン上に設置できます。
以上述べてきたPhased Arrayの特徴を利用し以下の用途に対応しています。
- ビーム走査により管材に対する角度が正確になる
- 溶接部に対してビームの焦点を合わせられる
- 直線走査によりビームが溶接部を横断するように走査できる
管材肉厚
従来の探傷法と同様にこの探傷法もERW溶接管製造工程に適応できます。この場合フェーズドアレイは管材の肉厚測定をするために焦点を合わせ、走査されます。検査エリアをカバーするためにダイナミックフォーカスと直線走査の技術が使用され、検査結果は溶接部のCスコープ・Bスコープの画像で評価・表示されます。また肉厚寸法公差の検査も評価・表示されます。
タンデム走査
フェーズドアレイ技術ではタンデム法をダイナミックスキャニングに使用できます。そのためには1つのフェーズドアレイプローブを発信と受信のグループに分け、見せ掛けの探触子に定義し、検査エリアを走査します。この方法は厚板の検査に利用可能です。
タンデム法の特殊用途として発電所等の厚い大きな容器の検査があります。この用途の場合にはデータ記録の機能が特に重要となり、この機能に対応が可能です。
フェーズドアレイ検査装置の構成
- フェーズドアレイ探触子
- フェーズドアレイモジュール
- タイムディレイカード
- 超音波探傷器 例)ULTECT21・HIS5
装置の仕様は個々の探傷条件に合わせカスタマイズが必要となります。高度な技術内容を伴うため、お客様と弊社との間での打ち合わせが必要です。
このような事前準備がしっかり行われていれば、フェーズドアレイ検査装置は従来不可能であった困難な検査課題を解決することが可能となるでしょう。